
- Home
- Technology
- Membrane Technology
Pentair goes one step further with the recovery of CO2 gas downstream of the membrane separation unit. This system recovers up to 100% of the CH4 by producing 100% pure CO2 instead of just venting the CO2 rich stream from the membrane system which requires another system to burn the methane slip to reduce emissions.
The heart of our system is the membrane separation unit. Membrane technology for biogas processing is a relatively new technology, but it has already proven itself. The gas treatment market has already recognized the advantages of membrane technology over other separation systems such as water scrubbing, amine scrubbing and pressure swing (PSA) systems.
Membranes for gas separation
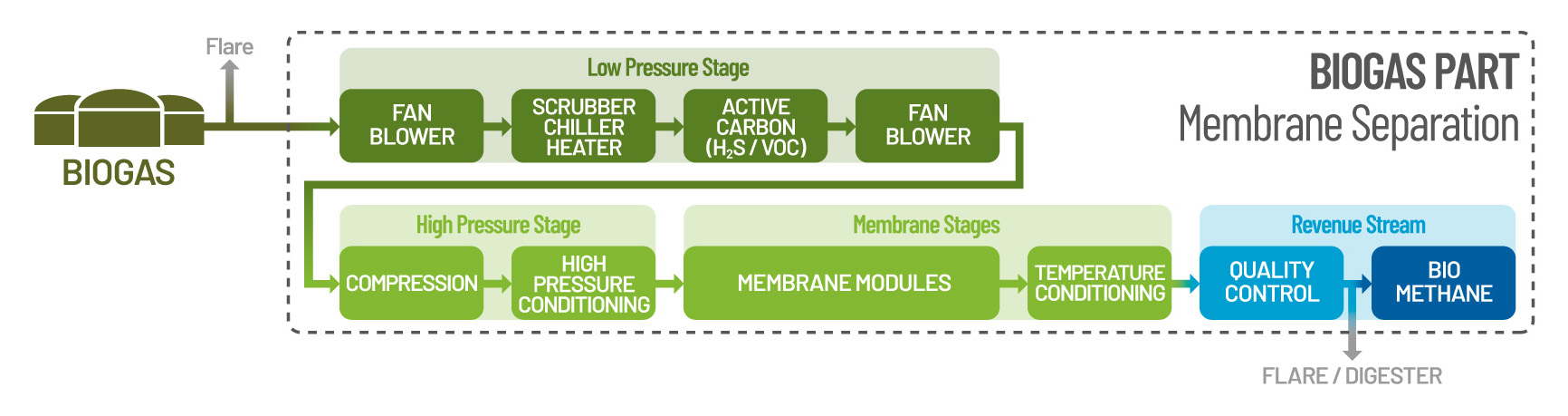
To make an efficient CO2/ CH4 separation possible, the impurities must first be removed. One of the most important techniques for doing this is the use of activated carbon that absorbs undesirable substances. The membranes separate the two major gas components: CH4 and CO2. The separation is accomplished through the pressure difference over the membrane surface.
The high-pressure biogas is fed into the membrane and the CO2 passes through the membrane surface to the permeate - the low-pressure side - much quicker than CH4. The membranes are mainly pressure-driven, so the higher the pressure the more CO2 will pass through the membrane surface.
The discharge from the membrane (the retentate) contains mainly CH4 as the CO2 has been pushed through the membrane surface. The CO2-rich gas will leave the membrane on the low-pressure side of the membrane (permeate).
Multistage solutions
Pentair provides a two-stage membrane system together with a cryogenic system. This system provides two valuable products: biomethane and 100 % liquid CO2.
-
BENEFITS
-
- No additional chemical or operating media
- Energy-efficient separation of CH4 from CO2
- Separation at ambient temperatures
- Continuous separation process
- No heat requirement
- Compact modular design, flexible and easily expanded
- Cost-efficient for smaller capacities
- Cost-efficient removal of CO2
-
PROCESS DESCRIPTION
-
NEWS
